


聯系我們
電話Tel
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區長椿路國家大學科技園研發5B
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區長椿路國家大學科技園研發5B
硬碰硬:華菱CBN刀片挑戰高速鋼,性能全解與案例實戰
來源:http://www.suyokar.net | 作者:華菱超硬 | 發布時間:24-05-24 | 次瀏覽
引言:高速鋼,作為一種具有高硬度、高耐磨性和高抗壓強度的工具鋼材料,在金屬加工領域占據著舉足輕重的地位。它廣泛應用于制造各種切削工具、模具和其他高強度工具。本文將深入探討華菱CBN刀片加工高速鋼的特點,并通過具體案例來展示其在不同場景下的應用效果。
一、高速鋼的加工特點
高速鋼。一般簡寫作HSS,是一種具有高硬度、高耐磨性和高耐熱性的工具鋼,硬度一般在HRC65-HRC68; 它的主要用途是用來制作金屬加工切削刀具、冷擠壓模具及冷墩壓模具、軋輥等;華菱積累了大量的成功案例和加工經驗。
二、CBN刀片高速鋼的加工案例
案例一:CBN刀片BN-S20加工高速鋼軋輥案例

加工難點:(1)硬度高,(2)加工余量大(3)切槽切削阻力大(4)部分有斷續切削沖擊,刀片易崩刃。

華菱BN-S20刀片壽命是其他CBN壽命的2倍!
案例二:CBN刀片BN-H10加工粉末高速鋼案例
加工難度淬火熱處理后硬度HRC67-HRC65的粉末高速鋼模具,用CBN刀片,上表面出現高溫脫層磨損嚴重,只能加工1件。
華菱采用刀具材質BN-H10(能承受中等斷續切削的刀具材質牌號),切削效果很好,并改為R1.6的刀尖圓弧,一個刀頭加工3-5個工件,客戶滿意。
案例三:CBN刀片BN-H21加工進口高速鋼的成功案例
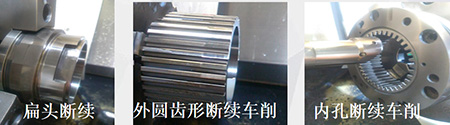

機 床:OKUMA 零件材料:進口高速鋼(熱后硬度HRC63-65)
加工難點:1.斷續切削(如圖齒型,扁頭)如圖2.尺寸公差極其嚴格0.005mm;
華菱經驗總結:
1.加工超高硬度零件,且有斷續切削工況嚴重的,切削速度不宜過大。2.如果尺寸公差小于0.01,一般需要冷卻,否則尺寸熱脹冷縮不穩定,BN-H21和BN-H10牌號CBN刀片可接受風冷或均勻充分的油性冷卻液。


