聯(lián)系我們
電話Tel
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區(qū)長椿路國家大學科技園研發(fā)5B
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區(qū)長椿路國家大學科技園研發(fā)5B
華菱立方氮化硼刀具加工風電軸承效率提升150%?
來源:http://www.suyokar.net | 作者:華菱超硬 | 發(fā)布時間:23-09-26 | 次瀏覽
華菱PCBN刀具在風電軸承車加工領域取得了顯著成就:
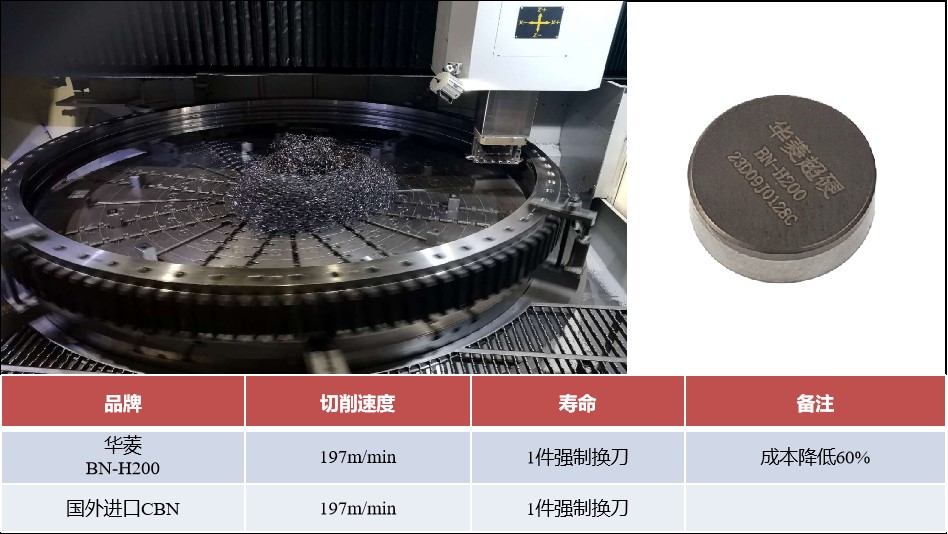
(1)風電軸承外環(huán)加工案例:同樣加工直徑為2750mm的外環(huán),其加工痛點在于有1-1.5mm的大切深,并且油槽油孔屬于強斷續(xù)切削。客戶之前使用的進口PCBN刀片耐磨性不足,尺寸超差,加工1件產(chǎn)品就必須強制換刀。華菱推薦使用BN-H200 PCBN刀具后,高耐磨性和較強的抗沖擊性能幫助客戶降低了60%的成本。
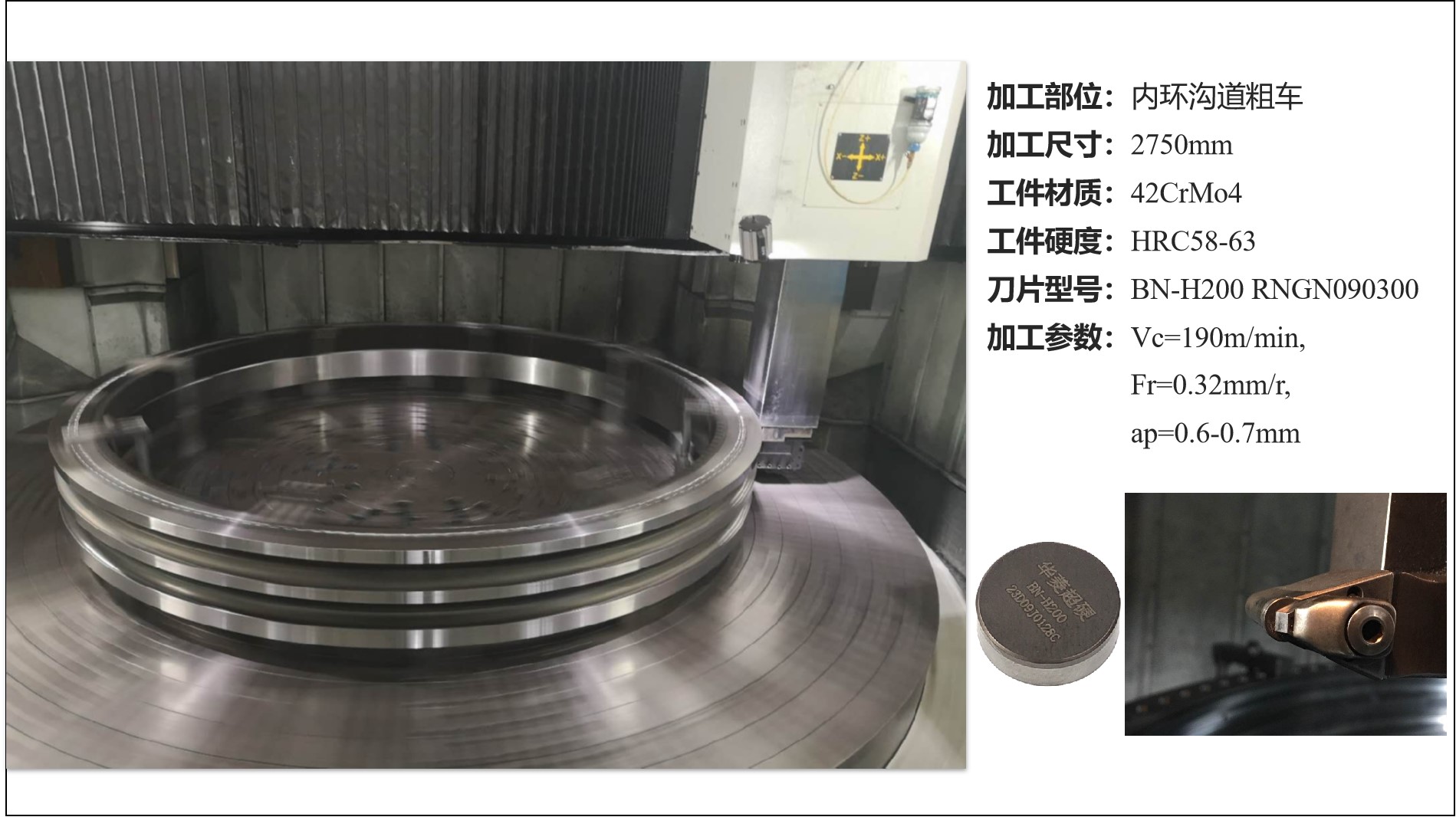
(2)風電軸承內(nèi)環(huán)加工案例:加工的部位是內(nèi)環(huán)溝道粗車,加工直徑達到2750mm。該軸承的材質(zhì)主要是42CrMo4,硬度高達HRC58-63。客戶原先采用的CBN刀片不耐磨,導致加工至下溝道部位時壓力角尺寸超差,粗糙度超差,并且工件表面有劃痕。華菱為客戶推薦使用了BN-H200 RNGN090300的PCBN刀片,并對加工參數(shù)進行了調(diào)整。BN-H200材質(zhì)CBN刀片良好的耐磨性面對客戶的痛點不治而愈,迎刃而解。
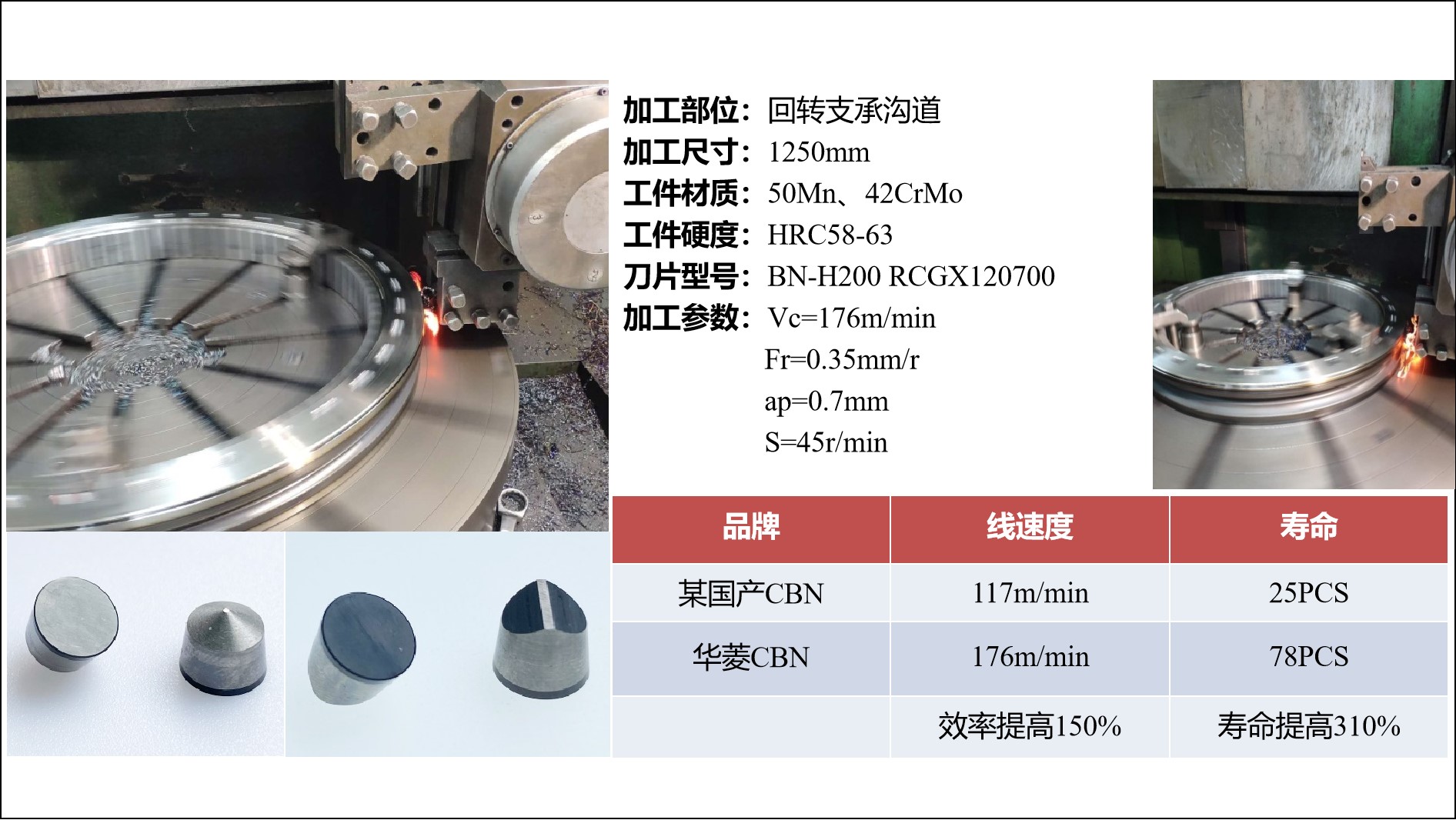
(3)工程機械單排回轉(zhuǎn)支承軸承加工案例:加工的部位是回轉(zhuǎn)支承軸承溝道,尺寸為1250mm。材質(zhì)主要是50Mn和42CrMo,工件硬度達到HRC58-63。客戶原使用的PCBN刀片線速度只能達到117m/min,刀具壽命也只能加工25件。華菱推薦使用BN-H200 RCGX PCBN刀片之后,線速度達到176m/min,加工效率直接提升了150%,刀具壽命更是提高了310%。