


聯系我們
電話Tel
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區長椿路國家大學科技園研發5B
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區長椿路國家大學科技園研發5B
BN-H200 CBN刀具精加工風電齒輪效率提高3倍?
來源:http://www.suyokar.net | 作者:華菱超硬 | 發布時間:23-09-26 | 次瀏覽
華菱PCBN刀具為硬切削風電齒輪提供了卓越解決方案,解決了原有工件尺寸大,切削風電齒輪易崩刀,加工效率低的問題。
(1)風電齒輪外圈加工案例:加工的產品是風電減速機齒輪的內齒頂,直徑達到1300mm。工件尺寸很大,客戶原來使用的其他品牌的整體RNGN090400的CBN刀片,不僅導致崩刀問題,而且一件產品無法加工完成。華菱推薦使用BN-H200復合式RNGN090300的CBN刀片,并調整加工參數后,驚喜地發現,一個刃口可以至少加工兩件產品!

華菱CBN刀片加工風電齒輪前后對比效果:

風電齒輪工藝改進的三個案例:
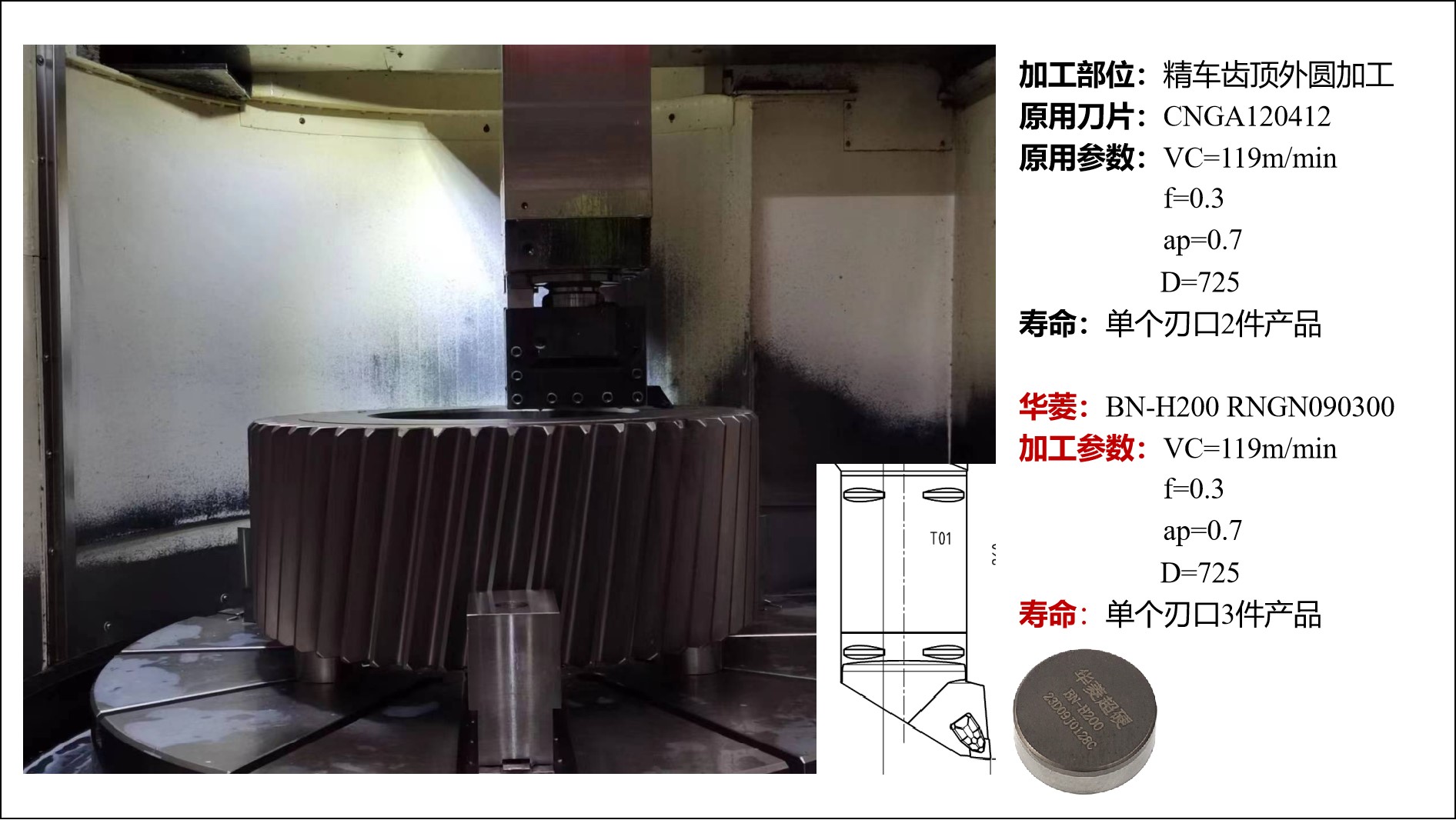
(1)精加工齒頂外圓加工部位。客戶原用CBN刀片是CNGA的刀片,單個刃口只能加工2件產品。華菱推薦使用BN-H200 RNGN的CBN刀片后,在同等切削參數下,刀片單個刃口可以加工三件產品,效率直接提高50%。
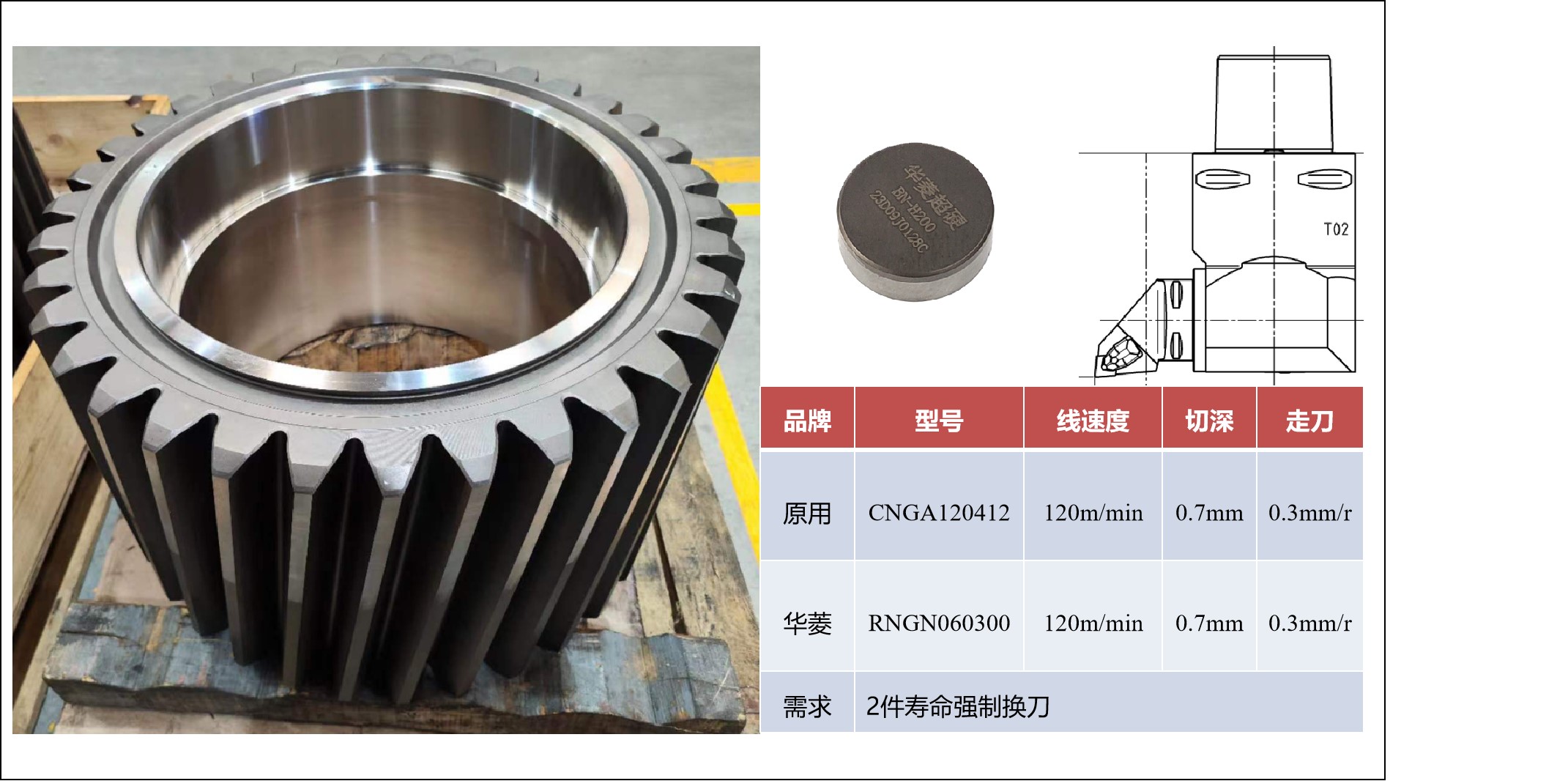
(2)粗車風電齒輪端面及內孔加工。客戶原用的是CNGA的CBN刀片,即使加工兩件產品,表面質量也不理想。華菱推薦使用BN-H200 RNGN060300的CBN刀片后,在保證最低2件壽命的硬性條件下,圓形CBN刀片面對復雜工況表現更加穩定。
(3)精車風電齒輪端面及內孔加工。客戶原用DNGA150412的刀片,不僅加工一件產品需要長達24分鐘,而且加工后表面質量無法保證。面對大直徑齒輪圈內孔,華菱BN-H200 WNGA080408 CBN刀片在完成300深內孔加工后,仍然可以控制粗糙度在0.6以內。并且單件加工時長由之前的24分鐘縮短至8分鐘,加工效率提升了3倍。



