


+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區長椿路國家大學科技園研發5B
堆焊、熱噴焊材料車削刀具指南

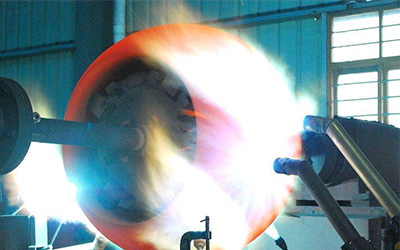
熱噴焊和堆焊都是用于材料表面強化和修復的技術,其中熱噴焊是一種通過高溫熱源將熔融或半熔融的材料噴射到工件表面形成涂層的技術。常用的熱源包括火焰、電弧、等離子體等。而堆焊是一種通過焊接方法將填充材料熔敷到基材表面以形成一層堆焊層的技術。常用的堆焊方法包括電弧焊、等離子弧焊、激光焊等。熱噴焊/堆焊常見的適用范圍,如大型球閥,激光熔覆模具、軋輥,重型油缸活塞等。
經過熱噴焊/堆焊后的工件表面硬度高,而且堆焊后的工件表面不太規則,對刀具的高溫紅硬性和抗沖擊韌性有很高的要求,對此華菱超硬針對不同材料可提供硬質合金刀具、陶瓷刀具和CBN刀具三種刀具材料進行加工。
華菱超硬根據多年的實踐經驗總結出通過以下三方面判斷選擇出更適合的刀具材料。
1、刀具自身硬度與被加工材料之間硬度:刀具的硬度一定要大于被加工材料的硬度,硬質合金刀具,陶瓷刀具和CBN刀具從自身硬度來講,從低到高是:硬質合金刀具<陶瓷刀具<CBN刀具。
2、刀具耐高溫性和加工材料切削溫度:刀具的耐高溫性一定要大于被加工材料的切削溫度,三種刀具從自身耐高溫性來講,從低到高是:硬質合金刀具<陶瓷刀具<CBN刀具。
3、刀具的抗沖擊韌性與工況及加工面形貌:如堆焊材料修復后的工件表面不規整,高低不平,而且硬度高,形成了斷續切削,對刀具的抗沖擊韌性有很高的要求,三種刀具從自身抗沖擊韌性來講,從低到高是:陶瓷刀具<CBN刀具<硬質合金刀具。
(1)華菱超硬刀具加工噴焊球閥的案例參數
技術難點:
1.表面噴焊后硬度為HRC55-60,而且噴焊表面不規整,需要刀具不但具有高硬度,且需要一定的抗沖擊韌性。
2.在切削時不能采用常規有負倒棱的CBN刀片,否則會剝落掉表面噴焊層。
機床:數控立車
加工對象:表面噴焊ni55、Ni60鎳基合金
硬度: HRC55;HRC60
加工內容:噴焊層厚度:1.6mm,保留0.6mm厚度,加工切除掉1mm厚度。
華菱根據這一工況提供了獨創的解決方案:BN-H10 材質斷屑槽刀片,不僅解決了客戶的加工難點,還提升了工作效率,得到了客戶的好評。


